In high-demand manufacturing environments, every minute counts. When cooling cycles drag on, production slows, operating costs rise, and equipment experiences unnecessary wear. That’s why manufacturers in plastics, PVC, powder coatings, and specialty chemicals rely on Cooling Mixers designed for speed, durability, and efficiency.
The Role of Cooling Mixers in Manufacturing
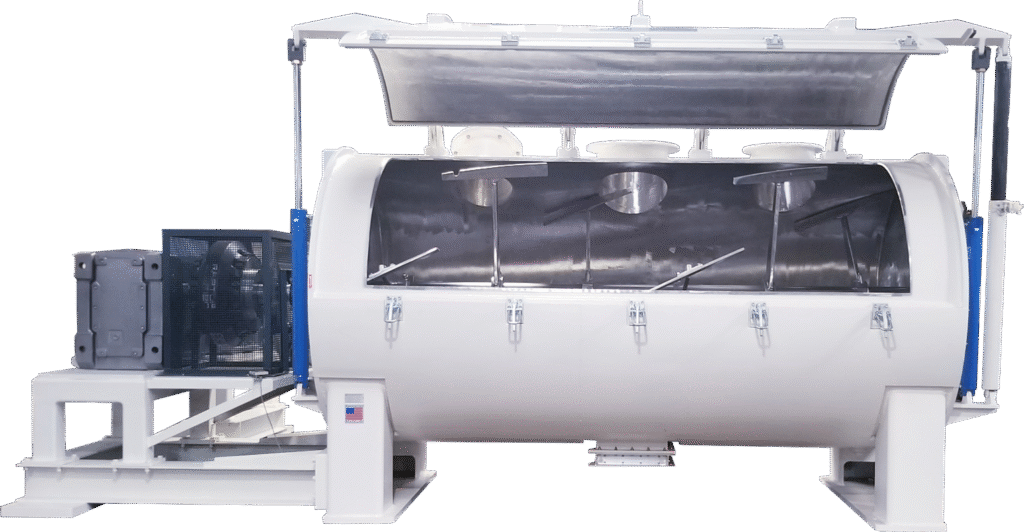
Cooling mixers are the essential counterpart to high-intensity mixers. After materials are heated and blended, they must be cooled quickly and evenly to preserve stability, prevent degradation, and prepare for downstream processing.
Reliance Cooling Mixers are designed with thick-walled construction, extra flow bars, and advanced jacket systems to maximize heat transfer, minimize cycle times, and ensure product integrity—even under the toughest operating conditions. Thanks to these features, Reliance consistently delivers sub-6-minute cooling cycles, reducing downtime and increasing throughput across industries.
Key performance features include:
- Thick walls for heavy-duty durability and extended service life
- Flow bars to generate turbulence and accelerate heat exchange
- Cooling cones and humps (vertical models) for increased surface area and faster cooling
- High-pressure jackets, tested up to 60 psi and designed to run at 40 psi, allowing more water flow for faster cooling
The result? Shorter batch times, higher production rates, and dependable long-term performance.
Horizontal & Vertical Cooler Discharge
Efficient discharge design is critical to maintaining productivity. Reliance Coolers feature larger discharge openings that release material faster, significantly shortening cycle times and improving batch handling.
- Horizontal Coolers → Equipped with Slide Gate Valves or Flapper Assemblies for quick, controlled discharge
- Vertical Coolers → Supplied with pneumatic discharge plugs for efficient batch release
For added precision, limit switches are installed to provide feedback on the position of the discharge plug in vertical coolers and high-intensity mixers—ensuring smooth, reliable, and safe operation.
Horizontal & Vertical Cooler Tools
Efficient material movement is essential for uniform cooling. Reliance Cooler tools are designed for continuous performance, keeping material in motion throughout the vessel to maintain even cooling.
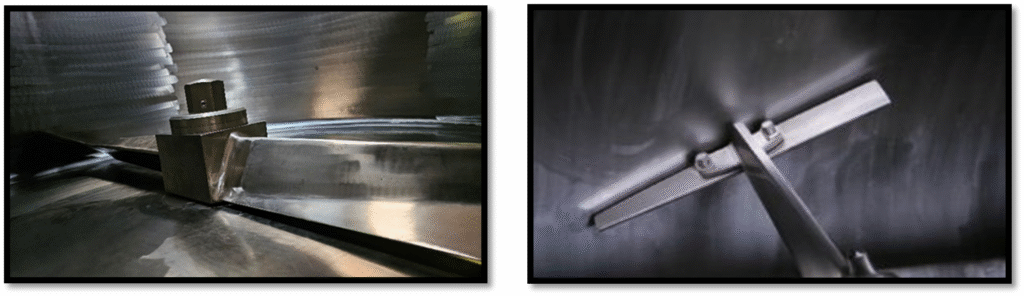
- High-finished surfaces resist wear and extend tool life
- Horizontal Coolers → Equipped with dual-arm paddles bolted to the shaft. These paddles span the length of both arms, ensuring material is constantly thrown against the inner wall for maximum surface contact
- Consistent circulation keeps material moving along the jacket, optimizing heat transfer and reducing cycle times
This constant motion guarantees that every batch cools evenly, quickly, and reliably.
Horizontal & Vertical Cooler Jackets
The cooler jacket is the heart of cooling performance. Reliance designs its jackets with flow bars that create turbulent flow, a mandatory feature for efficient heat exchange.
- Vertical Coolers → Fully jacketed around the cylinder, lid, and bowl bottom plate, with optional Cooling Cones to expand surface area and boost cooling efficiency
- Horizontal Coolers → Equipped with high-pressure jackets on the cylinder and lid for rapid product cooling.
By maximizing surface contact and optimizing jacket design, Reliance Coolers achieves industry-leading sub-6-minute cooling cycles.



